
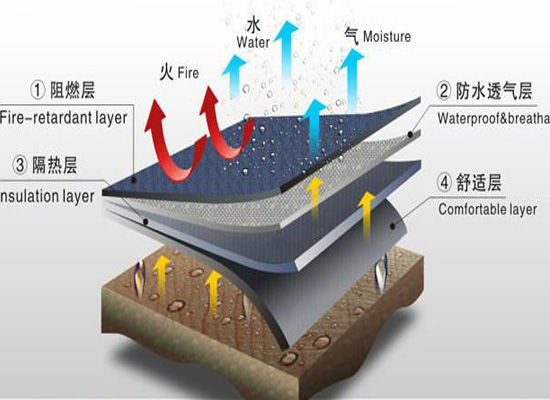
什麼是熔噴法纖維非織造布?
1.與紡粘法的異同
紡粘法
亦稱紡絲直接成布法,它是利用熔融紡絲等方法將聚合物切片經熔融紡絲拉伸而形成的連續長絲進行鋪網,然後經粘合、後整理等工序製成產品。
a 相同點
① 聚合物都要在熔融狀態下由噴絲孔擠出
② 纖網可經熱粘合(麵粘合或點粘合)或自身粘合加固成非織造布
b 不同點
①紡粘法中:驟冷空氣冷卻,同時拉伸,形成連續長絲,鋪放到成網簾上
熔噴法中:高速熱空氣噴吹,受到極度拉伸,形成超細短纖維,以極高速度飛向成網簾或凝網滾筒形成纖網
②紡粘法:纖網加固方式多,除熱粘合外,還可采取針刺、水刺、化學粘合等多種手段
熔噴法:主要依靠熱粘合或自身粘合
2.傳統工藝流程
聚合物喂入→熔融擠出→纖維形成→纖維冷卻→成網→粘合(固網)→ 切邊卷繞→後整理或特殊整理
聚合物喂入 —— 聚合物一般製成小球狀、顆粒狀的切片,倒入料桶或料鬥,輸入螺杆擠出機
熔融擠出 —— 在螺杆擠出機的進料端,聚合物切片要與穩定劑、增白劑等添加劑及色母粒等必需的原料,經過充分攪拌混合後進入螺杆擠出機,加熱成為熔體,最後由計量泵經過濾器將熔體送入噴絲板。在熔噴工藝中,一般擠出機也借其剪切作用與熱降解作用來降低聚合物的分子量。
纖維形成 —— 經過濾的清潔熔體要經過分配係統,再均勻送入每組噴絲板,使每個噴絲孔的擠出量一致。熔噴纖維的噴絲板與其它紡絲成網法不同,噴絲孔必須排成一直線,上下兩側開有高速氣流的噴出孔。
纖維冷卻——在噴絲板的兩側有大量的室溫空氣同時被吸入,與含有超細纖維的熱空氣流相混,使其降溫,熔融的超細纖維冷卻固化。
成網——在熔噴法纖維非織造布生產中,噴絲板可以水平放置,也可以垂直放置。如果水平放置,那麼超細纖維噴在一圓形收集滾筒上成網;如果垂直放置,那麼纖維落到一頂水平移動的成網簾上凝集成網。
粘合(固網)——上麵談到的自身粘合加固,對於某些用途的熔噴布來說已經足夠了,如:要求纖網有較蓬鬆的結構、良好的空氣保有率或空隙率等。而對於很多其它用途來說,單有自身粘合加固還不夠,還需要熱軋粘合、超聲波粘合或其它加固手段。
熱軋粘合
3.熔噴法纖維非織造布工藝特點
⑴工藝流程短,生產效率高;
⑵纖維極細,纖網均勻度好,手感柔軟,在過濾、抗菌、吸附方麵有突出的優點;
⑶纖維取向度較差,纖網強度低;
⑷能耗大。
熔噴法纖維成形設備
熔噴生產線組成
(1)喂料係統
工大實驗線喂入及螺杆擠出機
(2)過濾係統
(3)熔噴噴絲板(模頭)
均流管道
熔噴纖維噴絲板構造
一般熔噴噴絲板孔徑為0.3~0.4mm,噴絲孔間距為12~16孔/cm.
熔噴纖維噴絲孔結構
最初的熔噴設備,其模頭為狹縫式雙槽形噴頭,即長而窄的熱空氣噴出口分布在一排圓形噴絲孔的兩側。
1983年,Schwarz設計了方形和三角形紡絲孔,並申請了專利。這種噴頭不僅可以減少熔噴過程中聚合物的降解,還可以節約能量,在提高最終纖維強力的同時降低了成本。纖維的直徑能達到2μm以下。
1995年,Schwarz又申請了圓形紡絲孔的熔噴設備。其紡絲孔的紡絲板與特殊的空氣蓋板組合,可形成一級和二級兩個空氣腔,保證了各個熔體孔周圍氣流的均勻分配,所以紡絲孔的排數可增加(至少4排),不僅提高了生產率,還保證了熔噴纖維的質量。
Reifenhauser公司的Reicofil單頭熔噴生產線

相關文章


 微信收款碼
微信收款碼