
練漂機——常壓汽蒸練漂機
常壓汽蒸練漂機是連續汽蒸練漂聯合機的主要單元機,它的出現,使整個練漂工序的機械化、連續化和自動化得以實現。大大減輕了工人的勞動強度,縮短了生產周期,提高了勞動生產率。
常壓汽蒸練漂機的類型有J形箱式、翻板式、履帶式、軋卷式、疊卷式及R—BOX式等。它們可用於汽蒸退漿、煮練和漂白。
1.J形箱式
J形箱式連續汽蒸練漂機的汽蒸反應箱呈J形,又稱為傘柄蒸箱。按織物加工狀態可分繩狀和平幅兩種。按照加熱方式的不同,它又可分為外加熱式和內加熱式兩種。
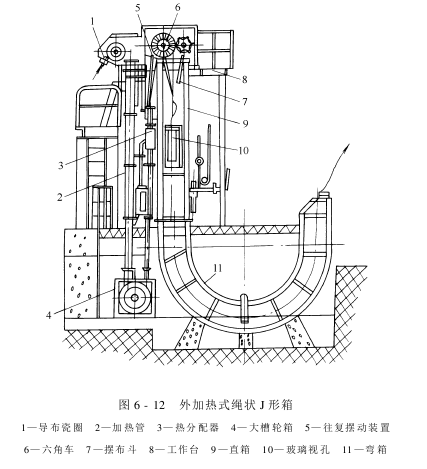
圖6-12所示為外加熱式繩狀J形箱,它與U形蒸汽加熱管相連。蒸汽噴射器安裝在靠近J形箱進口處的加熱管內,以免蒸汽從進布口外溢。飽和蒸汽通過噴射器內布滿於加熱管的小孔,直接分散噴射至管內以加熱通過該管的繩狀織物。J形箱除保溫外,箱內不安裝直接蒸汽加熱裝置,箱內織物溫度約100℃。J形箱頂部有一個便於啟閉,以便及時處理故障的箱蓋,為保證密封,常用水封口。箱上部有一對六角車,將織物拖入箱內。織物堆置密度隨品種而異,一般棉織物平均堆置密度約320kg/m3。為保證有效地拖動織物而不打滑,六角車的線速度一般比織物的線速度超速8%~20%。六角車下方裝有一對擺布鬥,使織物能按縱向均勻堆放。箱內織物堆置高度須保持在一定範圍內,以保證汽蒸練漂所需的作用時間,並防止堆置過高而影響多角形牽引輥不能正常牽引導布,甚至使該輥和擺布裝置損壞。箱外有一往複擺動的導布瓷圈,可使織物按橫向均勻堆放。
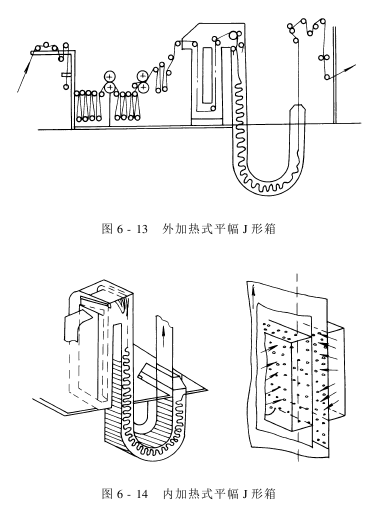
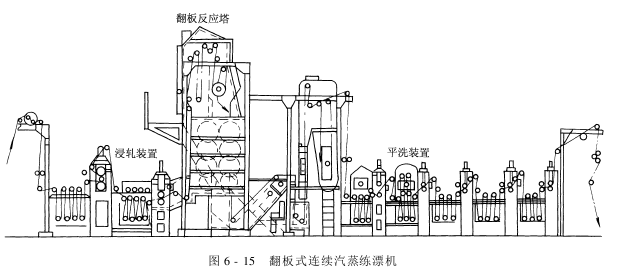
圖6-13和圖6-14分別為外加熱式和內加熱式的平幅J形箱示意圖。內加熱式平幅J形箱的加熱裝置設在直箱和彎箱的連接處。織物進入箱內直接與飽和蒸汽接觸進行汽蒸,其溫度可達103℃左右。
J形箱的結構雖簡單,但織物以折疊狀堆置於箱內(繩狀織物更甚),並被上部布層堆壓沿箱內壁滑動,易產生擦傷、折痕及緯斜。因此,不適用於卡其等厚密織物、滌棉混紡織物等織物的汽蒸練漂。
2.翻板式
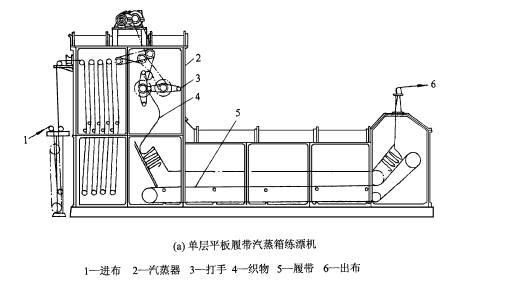
圖6-15所示為翻板式連續汽蒸練漂機示意圖,供平幅織物汽蒸煮練和漂白用。翻板式汽蒸室上部為落布裝置,裝有4~6對翻板,堆至一定數量(一般每層翻板容布量約為300m)後,靠氣動自動裝置使這對翻板向下繞其軸翻轉360°,織物落到第二層翻板上繼續汽蒸,第一層翻板繼續堆放織物,每層翻板的翻轉時間,根據汽蒸要求和車速而定。
一般薄織物為8~10min,使織物在汽蒸室的處理時間約為1h。最後一層翻板上折疊堆置的織物落入汽蒸箱底部的煮練液或漂白液中繼續練漂,浸泡箱兼有浸漬和液封出布口的作用,並有助於改善煮漂效果。汽蒸箱進布口常采用液封或汽封兩種方式。
翻板式汽蒸練漂機的結構不太複雜,自動化要求也不太高。盡管織物是折疊堆置汽蒸,但是,其堆置狀況已較J形箱有所改善,因此,折痕和擦傷程度已大為減輕。如果汽蒸前處理和熱定形較好,則滌棉混紡織物也可在該機上加工,車速為100~120m/min。
3.履帶式
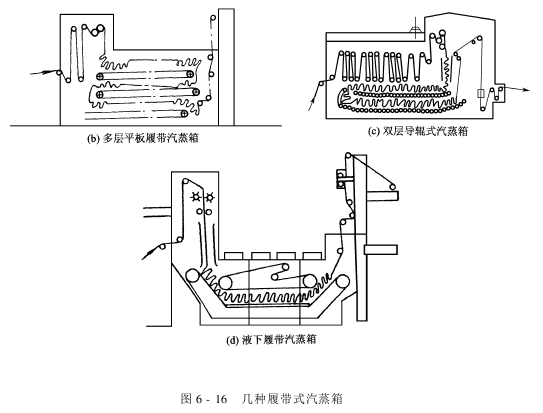
履帶式汽蒸練漂機是使用最多的一種汽蒸練漂機。履帶式汽蒸練漂機分單層履帶式[圖6-16(a)]和多層履帶式[圖6-16(b)]兩種;按履帶結構又可分為平板式履帶和導輥式履帶兩種。織物浸軋練漂液後便進入汽蒸箱,先在上下導布輥牽引過程中進行幾秒至十幾秒的汽蒸,然後由落布裝置有規律而疏鬆地堆置在履帶板上,繼續進行汽蒸。當織物由履帶送到出布口處,被出布輥牽引出箱。
平板式履帶是由一條條具有多孔或多條縫隙的不鏽鋼薄板聯接組成的,履帶圍繞在箱底的一排輥筒上,隨輥筒的轉動而緩緩向前移動,織物也隨之向前進行。
導輥式履帶則是由多根主動的不鏽鋼導輥排列而成,導輥裝在汽蒸箱的左右側板上,並不能位移,隻是借助於各輥的緩慢回轉而使堆置在輥麵上的織物緩緩運行。
平板式履帶和導輥式履帶又均有單層和多層之分,如圖6-16中(a)~(c);履帶可在液麵上或液下運行,如圖6-16(d);履帶與導輥也可配合使用。但導輥現已改進為網輥,即導輥上布滿小孔,以加強汽蒸效果。
履帶式汽蒸練漂機結構簡單,操作方便。由於堆積布層較薄,皺痕情況較前兩類設備大為改善,且汽蒸效果較好,張力和摩擦都較小,目前為印染廠廣泛使用。導輥式汽蒸箱適宜多層堆置,因為翻轉織物處的導輥可按需要排列和設計成不同轉速。導輥緩緩回轉,可克服履帶上織物與板麵接觸處容易產生的汽蒸不勻和幹斑痕跡,不易擦傷織物,但導輥安裝、維修和製造要求高,設備價格高。
4.軋卷式
軋卷式汽蒸練漂機是一種不連續的平幅汽蒸練漂機,其結構如圖6-17所示。織物進入與汽蒸箱相連的可移動的布卷汽蒸車內,在汽蒸情況下卷繞成布卷。等到此布卷繞至一定直徑時,暫停運行,扯斷織物縫頭,將此汽蒸車沿地麵軌道移開,並使該布卷繼續在汽蒸車內回轉汽蒸至規定時間,然後移到平洗機前退卷水洗。當第一輛汽蒸車移離汽蒸箱時,立即將第二輛空的汽蒸車接上,開車卷繞汽蒸。
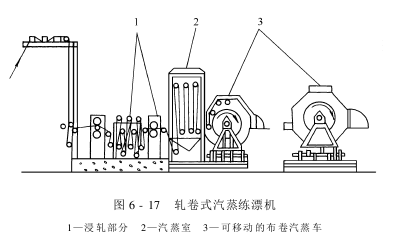
本機的特點是織物平整,無折痕和擦傷,適合各種織物加工。雖屬半連續式生產,但其機構簡單,製造方便,能適應小批量、多品種的加工。但有時容易產生布卷內外及兩端練漂效果不一致的缺陷,使用中應注意克服。
5.疊卷式
疊卷式汽蒸練漂機既具有軋卷式汽蒸機的特點,又實現了連續化生產,提高了生產效率,可用於軋堿汽蒸煮練、過氧化氫和亞氯酸鈉的汽蒸漂白以及次氯酸鈉的漂白,如圖6-18所示。
疊卷式汽蒸室的兩支卷軸的排列方式有垂直和水平兩種;按卷軸的運動方式,又有固定和轉移兩種。
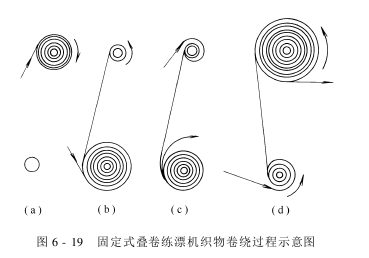
圖6-19是固定式疊卷練漂機織物卷繞過程的示意圖。開始時,單層織物卷繞於上輥,見圖6-19(a);待卷至需要汽蒸時間的一半時,上下輥即停止回轉,由機械手將上輥織物和布箱內的織物雙層卷繞至下輥,上輥開始退卷,如圖6-19(b)所示;當上輥織物全部卷繞至下輥後,將上輥的布頭和平洗槽連接,經機械手把下輥的織物和布箱內的織物又雙層卷繞於上輥,此時,下輥開始退卷,平洗可連續生產,如圖6-19(c)所示;當下輥退卷完畢,織物又如圖6-19(d)所示的方式進行運轉,如此不斷交替。織物在95~100℃的汽蒸箱內停留1h以上,車速40~100m/min。
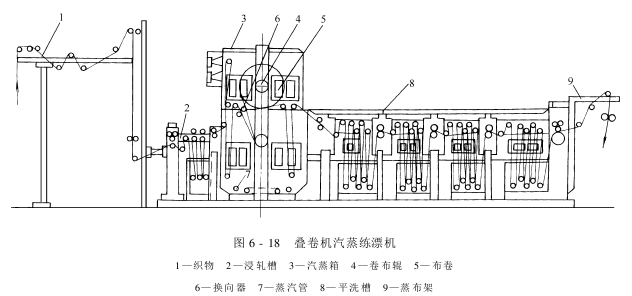
在汽蒸室進出布口分設織物經向張力調節裝置,以補償卷軸調向時織物的線速度變化。上下卷軸各由直流電動機驅動,其換向器由自動控製裝置控製。汽蒸室內底部有蒸汽加熱管,用來加熱蒸汽和保溫。頂部有蒸汽夾層,以防止蒸汽冷凝滴水。
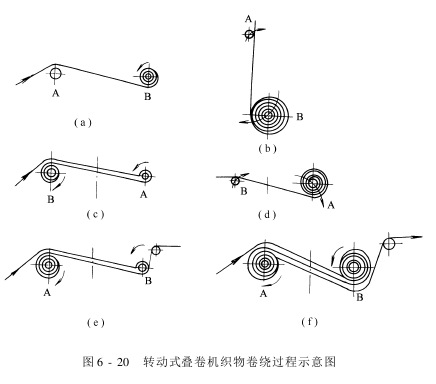
圖6-20是轉動式疊卷機織物卷繞過程的示意圖。
織物最初單層卷繞於B輥,如圖6-20(a)所示。當卷繞到汽蒸時間一半時,B輥停止轉動,A輥和B輥沿順時針方向轉動180°,如圖6-20中(b)、(c)所示,此時,在B輥上的織物自動退卷,使織物雙層喂入A輥,且A輥開始主動回轉,當B輥退卷完時,B輥和A輥又按順時針方向轉動180°,見圖6-20中(d)、(e),此時,A輥上的織物又自動退卷,雙層喂入B輥,且將A輥上一層布頭與平洗機連接,B輥開始主動回轉,全機連續運轉,見圖6-20(f)。如此不斷交替循環進行。
該機在正常情況下,可避免織物折皺擦傷,對織物品種適應性強,結構緊湊,占地較少,但卷布輥調向回轉時,運行布速變化波動很大,可能會產生少量經向皺印,另外,其結構較複雜,安裝、維修要求高。
6.R—BOX式
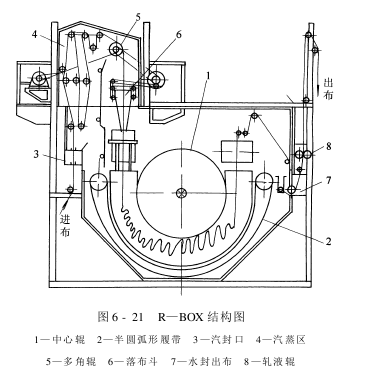
該機由汽封進布裝置、汽蒸箱、折疊堆布裝置、輸送機構、水封出布裝置、軋液輥、加熱保溫和傳動機構等部分組成,如圖6-21所示。輸送織物的機構由主動回轉的中心輥和主動運行的半圓弧形履帶組成。左右兩側有幅寬調節板,可根據平幅織物幅度要求手動調節。平幅織物浸漬處理液後經汽封口進機,先在上下導布輥間汽蒸加熱,再經多角輥、落布鬥折疊落堆於緩慢運行的半圓弧形輸送履帶上。有時履帶下部浸在處理液中,並有直接和間接蒸汽加熱管使處理液加熱和保溫。如果煮練即可煮沸,它比隻經汽蒸的織物效果佳。織物在處理液中由中心輥和弧形履帶輸送,張力很小,可供對張力敏感的機織物、針織物退、煮、漂,不易產生折痕。該機也可僅作汽蒸而不經液煮,視工藝要求而定。汽蒸溫度為97~100℃,液煮為95~98℃,容布量有2000m、4000m、6000m、8000m等多種規格,布速為35~100m/min。
以上六種是常用的主要汽蒸練漂機,應根據織物特點、工藝要求、產量和設備供應等情況選用。目前,平幅汽蒸較多,尤其是滌棉混紡織物,更適合平幅汽蒸加工。如進行亞氯酸鈉漂白,要注意防毒防爆,汽蒸部分的設備材料,宜選用鈦板,以免采用一般不鏽鋼材料被嚴重腐蝕。汽蒸室外的進布口和一些需要穿過汽蒸室側壁的輥軸孔,應分別采用含氟塑料片夾貼織物和氟塑法蘭汽封。
近年來,J形箱式、履帶式等連續練漂機,又趨向與導布輥相結合的結構,以提高汽蒸加熱的效率。
導輥與履帶或輥床相結合的汽蒸箱,其特點是使進機的平幅織物先在一組或兩組多隻導布輥間進行充分的單層織物汽蒸加熱,然後,落堆到一層或兩層履帶(或輥床)上繼續汽蒸、反應,有利於改善退、煮、漂的效果和減少折疊印,如圖6-22(a)所示。該機的進出布位置有前進前出和前進後出兩種。前進前出者可裝於平幅水洗機上方,以減小占地麵積,也可將下層履帶浸於處理液中,先經汽蒸再經浸泡或液煮,如圖6-22(b)所示。
J形箱式也可與其他機台相結合,以降低織物的張力。可在箱內加進一定量的煮練液並使其循環,以蒸—煮方式改善煮練效果,如圖6-22(c)所示。

相關文章


 微信收款碼
微信收款碼