
SM型劍杆織機的使用與保養
城南二哥2022-12-30 14:46:37複合麵料資訊260來源:複合布料_ManBetX官方登录器
SM型、GA731—II型、CR—1000型、G1724型、GA731B型、TT96型和LL681型均可參考此方法。
(一)潤滑
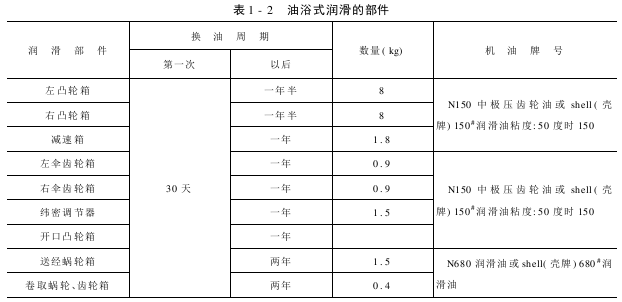
1.采用油浴式潤滑的部件(見表1-2)
2.集中潤滑凸輪箱由油泵進行循環潤滑應注意以下事項
(1)加油必須通過加油口:為了便於加油,要去掉裝置上的密封蓋,也可以從對麵一側進行加油。在加入需要量的油,要先適當的運行油泵。
(2)檢查油位:包括觀察透明的油箱,要在關閉循環油泵大約一分鍾後進行。當潤滑油低於油箱頂部大約30mm時,油位正好(所顯示的隻是大約數,並且根據織機的寬度而變)。
(3)在去掉過濾筒之後,才能進行加油,並且要轉動潤滑泵。這樣的話,油就可以從油箱裏吸出來,然後泵出。
(4)在注入潤滑油之後,常常要通過專用的檢查點看看是否達到了所需的油位。每個裝置的油位都必須每月進行檢查。
(5)過濾器的清潔和更換,要定期的更換或清潔濾筒。
3.每12天需手動加油部位(與傳動部件使用機油相同)
(1)多臂踏盤與織機之間各連杆的關節部位。
(2)送經部件各皮帶輪的軸心。
(3)布匹放鬆調節係統鏈輪,踏板的關節部位和潤滑部位。
(4)選緯器的關節轉動部位。
4.油脂潤滑
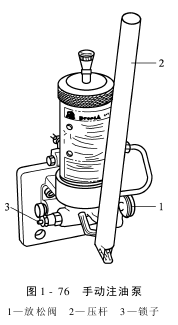
搖軸軸襯的潤滑,使用ZL-1鋰基脂,每天加油脂一次,操作織機右側的油泵,將油壓入,步驟如圖1-76。
(1)轉動放鬆閥1,直至安全關閉為止。
(2)壓下壓杆2,直至鎖子3突出3mm為止。
(3)打開放鬆閥1,同時檢查鎖子3是否回到原位。
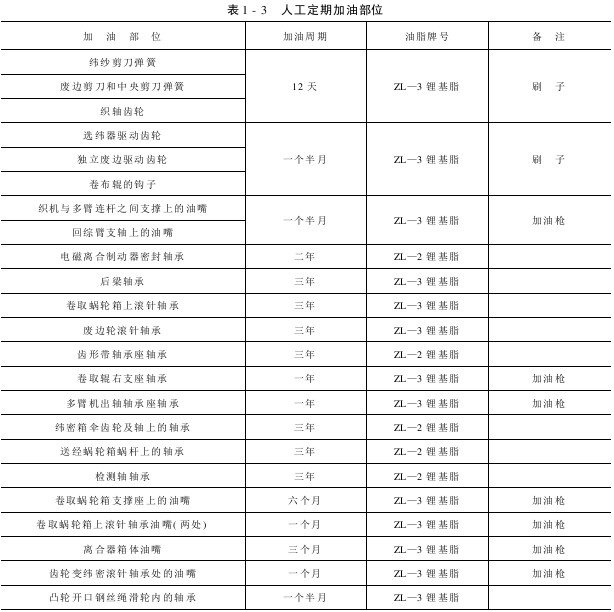
5.需工人定期加油部位(見表1-3)
(二)維護保養
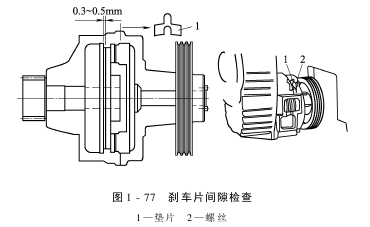
1.電磁離合器刹車盤之間間隙的檢查
每三個月要檢查刹車盤之間的間隙,須保持0.3~0.5mm的間隙。如果是新織機,第一個月就要檢查。
檢查之前,先將主電動機的開關轉到斷開的位置,並利用離合器吸合開關,使離合器產生作用,用塞規檢查槽孔左邊的間隙,如圖1-77所示。
由於正常的磨損,0.3~0.5mm的間隙會加大,須從每個螺絲2處取出一片0.2mm的墊片1,恢複正常的0.3~0.5mm的間隙,經過一段時間後,0.2mm的4個墊片都拆完了,下一次須拆1mm的墊片時,要裝回上述4片0.2mm的墊片。注意:每一次從螺絲2取走的墊片數要相等。上述刹車片間隙的控製很重要,可以避免刹車片和它內部的彈簧過載。
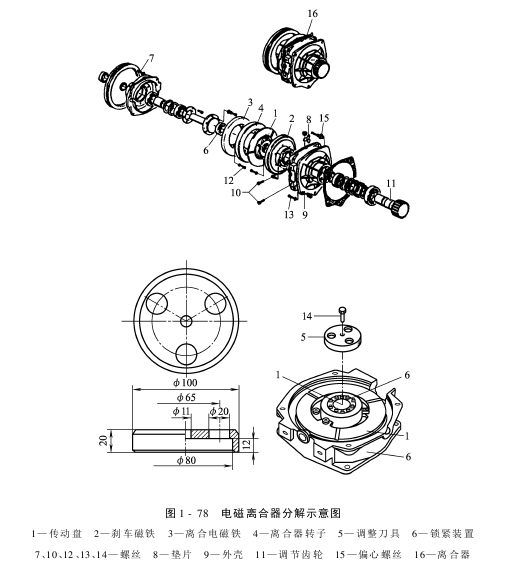
2.電磁離合器的維修(見圖1-78)
電磁離合器主要故障為傳動盤1預裝的彈簧彎曲或斷裂,中央傳動盤1、刹車磁鐵2、離合器磁鐵3、離合器轉子4磨損或斷裂。
傳動盤1上的彈簧失效主要表現為織機正常運轉時,有刹車,而點動時,沒有刹車。當彈簧斷裂時,其他1、2、3、4部分沒有因彈簧斷裂而造成任何磨損時,隻需更換彈簧片。在等待備件的同時,可以利用調節點動動程來克服沒有點動刹車的不便。
更換彈簧片的方法(見圖1-78):
(1)從傳動箱放掉潤滑油,拆下傳動皮帶,拆下螺絲13和10,然後拆下離合器,當再安裝時用偏心螺絲15調節齒輪11的間隙。
(2)鬆開4個螺絲7,取下墊片8,1mm和0.2mm厚的墊片的排列方式不要混亂,要記住其相關螺絲,當重新安裝時,須完全恢複到原來位置。
(3)將整套刹車裝置連同外殼9一起取下,鬆開傳動盤1的鎖緊裝置6。
(4)拆下傳動盤1,把新彈簧片與傳動盤1連接好,並安裝上傳動盤1。
(5)把刹車插頭與來自織機的離合器16插頭接在一起,使刹車磁鐵2通電,吸住傳動盤1。
(6)為保證傳動盤1緊貼在電磁鐵2上,可用手槌的把手輕敲傳動盤1。
(7)把調整工具5安裝於齒輪軸的端麵上,同時檢查工具上的三個孔要與鎖緊裝置6的三個螺絲對正。
(8)用螺絲14來預加張力,使傳動盤上的連接軸下壓1mm,再用37N?m的力矩鎖緊5上
孔對應的三個螺絲,然後拆下5,鎖緊其他螺絲。
(9)拆掉電源插頭,檢查刹車片,應不能隨意轉動,如很輕的力量就可使其轉動,則張力預加不正確,應重新調整。
(10)安裝9外殼,並按照原來的組合把墊片8墊上,注意把電纜嵌入槽中,以免短路。
(11)按照圖1-77檢查刹車片間隙,使其間隙在0.3~0.5mm之間。
(12)安裝好離合器16,調整齒輪間隙,並加入潤滑油。
當部件1、2、3、4中任一個磨損或斷裂按下述方法更換。
①完成上述方法中的(1)、(2)、(3)、(4)項動作。
②拆下部件1、2、3、4。
③鬆開裝配電磁鐵3的螺絲12。
④在其相對應的位置上裝上3和4,並檢查電纜線都要嵌入其對應的槽內,以免短路。
⑤裝上磁鐵2。
⑥完成上述方法中的(5)~(12)項動作。
⑦連續多次停車,使離合器自動調整到最佳狀態。
3.天馬型劍杆織機離合器保養
電磁離合器的結構如圖1-79。
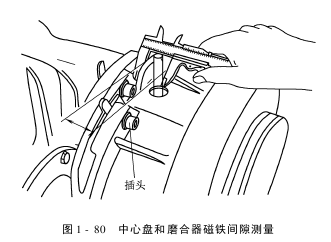
每三個月必須檢查一下裝置的中心盤1和離合器磁鐵5之間的間隙,見圖1-80。間隙必須在0.3~0.5mm之間。如果織機是第一次啟動,那麼在運轉一個月之後,必須進行第一次檢
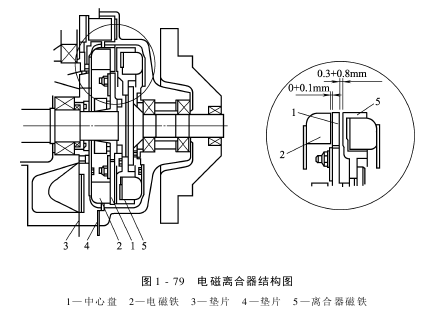
查。此次檢查非常重要,它關係到此裝置的壽命,要按照下述說明進行檢查。
(1)把隨織機提供的一個專用銷釘(件號GO400)插入中心盤的一個螺孔裏。3個孔各間隔120°。
(2)測量出銷釘和檢測口邊緣之間的距離,把中心盤移到離合器一側。
(3)做相同的測量,這一次把中心盤移到製動器一側。這需要拔掉電磁鐵連接接頭,切斷給兩個電磁鐵的供電,並且把離合器的供電插頭連接到製動器線圈的插頭上。
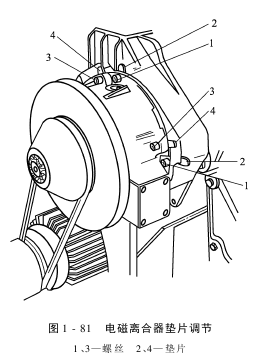
(4)這樣決定的兩個值之間的差額給出了間隙的數值。因為要測量的距離是十分之幾毫米,所以要使用測微規。如果間隙的數值不在正確的範圍之列,需要增加或減少一定數量的墊片(圖1-81),直到使測量值符合所要求的數值。當改變墊片時,非常重要的是4個墊片的每一個都要增加或減少相同數目的墊片。如果織機不能停在所需要的位置,那麼必須檢查:中心盤和磁鐵間的間隙(見圖1-81)。當發現不正常時,需要進行製動電壓調節。在變動電源電壓之前,應先檢查間隙的數值。關於中心盤和製動磁鐵之間的間隙,要用厚薄規測量。它應在0~0.1mm之間。
(5)無論在任何情況下都不要把中心盤預載荷到製動磁鐵上。
(6)對間隙的檢查方法(見圖1-80、圖1-81):
①把隨機提供的插頭插入中心盤的螺孔裏(三個螺孔間隔120°)。
②把中心盤拉向製動器一側,測量出插頭和檢
測口邊緣之間的距離。
③從製動器線圈上去掉電源插頭,並且測量新電磁離合器墊片調節距離時不要用力過大。
④兩個距離之間的差額構成了製動器一側的間隙(一般在0~0.1mm之間)。為了恢複正常的間隙數值,當要減少間隙時,應進行如下調節:
⑤在每一個螺絲1上增加一定數目的墊片2,所增加的墊片的厚度值一定要等於事先所測量的製動器一側的間隙。
⑥加到螺絲1上的墊片厚度一定要從螺絲3上去掉。
⑦重新上緊所有螺絲1,並檢查兩個間隙。如上麵所提到的,一定不要把中心盤先預載荷到製動磁鐵上,因為它可能嚴重損壞慢速電動機裝置的運轉。
(三)皮帶的更換和張力調節
1.齒形帶
如果需要更換齒形帶時,需對齒形帶輪進行清理和檢查。
(1)去掉舊皮帶,用金屬刷清潔皮帶齒輪,注意不要擦壞齒形。
(2)用幹布擦掉上麵的油汙,不要用溶劑。
(3)檢查齒形帶輪,漲緊輪和其發藍盤的情況,如有損壞需更換。
(4)安裝皮帶,並按要求漲緊。
2.多臂或凸輪開口機構驅動齒形帶的張力調節
(1)主軸與DA40自動找緯之間的齒形帶,其型號為770XH150。在利用兩側漲緊輪漲緊時,要做到用4.1kg力壓下皮帶9.3mm。
(2)DA40自動找緯裝置與凸輪開口機構輸入軸之間的齒形帶,其型號為390H200。在利用皮帶上麵漲緊輪漲緊時,要做到用5.6kg力壓下皮帶4.5mm。
3.“V”形帶
主電動機與離合器輸入軸之間的傳動皮帶為“3V—560”窄三角帶,“V”形帶是靠皮帶輪的摩擦傳送動力的,過大的動力會損壞皮帶、電動機軸承和離合器,因此準確的張力是非常重要的。“3V—560”皮帶在漲緊時,要在兩根皮帶中間位置加上3kg的壓力,使皮帶下彎7mm。此時皮帶張力為最佳。
(四)織機的清潔
定期清潔織機的織造區域是非常必要的。如果不定期清潔,使積塵過多,在織機運動過程中,有可能損壞織口部位的零件。
為了避免出現這種情況,每當更換織軸的時候要徹底清潔織口部位,用壓縮空氣從中間往織機的兩側吹。
在對織機織口清潔的過程中,對其他部件也應作必要的清潔,如總的機體、儲緯器、吸塵過濾器、綜絲、綜框、經停裝置、後梁、多臂連杆等。
(五)保養計劃
以下計劃是以每周120個工作小時(5天)為基礎設定的。
1.每日保養工作
(1)泵壓油脂:壓1~2下。
(2)電動機風扇防護蓋清潔。
(3)吸塵電動機風扇防護蓋清潔。
(4)吸塵機濾網清潔。
(5)廢邊收集箱清潔。
(6)檢查多臂潤滑油或凸輪開口箱內潤滑油。
2.每兩周保養
(1)劍頭和劍帶:與經紗的接觸麵用800號砂紙打光。
(2)檢查夾紗器底板的磨損情況。
(3)劍頭彈簧片接觸麵之間、螺絲和夾紗杆之間抹上薄薄的油脂。
(4)加機油:各項加油。
(5)左劍頭夾紗器滑塊:對正和磨損檢查。
(6)右劍頭夾紗器滑塊:對正和磨損檢查。
(7)人工加油。
3.每月保養
(1)綜框側導板:潤滑。
(2)檢查驅動箱,如傘齒輪箱、送經傳動、卷取搖盤等油位。
(3)選緯器:清潔麵板和線路。
(4)開口裝置的保養,參照各製造商保養手冊。
(5)選緯器驅動齒輪:檢查間隙並上油。
(6)右廢邊裝置的傳動部分:是否流暢,開口時間是否正確,綜絲是否磨損,檢查齒輪的間隙。
4.45天周期保養(約上新織軸時)
(1)連杆潤滑。
(2)檢查梭道綠色絨布是否磨損。
(3)劍帶導鉤:檢查是否磨損。
(4)側導軌:被紗玷汙的側導軌拆下清潔。
(5)邊剪:檢查剪紗情況。
(6)自動找斷緯裝置:加潤滑油。
(7)劍帶和劍頭:將整條劍帶的銳角打圓,有損部分也打圓:檢查所有的塑膠和金屬的表麵,不能有刮紗現象:檢查劍頭夾紗力:從緯紗托架取紗,再檢查左右劍頭交換緯紗的情況,及右劍頭的夾紗握持力,所有的彈簧輕輕抹上油脂。
(8)邊撐:檢查針及環的轉動是否正常。
5.3個月保養周期
(1)離合器刹車:檢查間隙。
(2)機械多臂:檢查紋板帶動齒的磨損情況。
(3)密緯裝置的離合器和刹車:檢查間隙並清潔零件。
6.6個月保養周期
(1)電動機“V”皮帶:檢查磨損和張力。
(2)送經皮帶:檢查磨損和張力及清潔。
(3)選緯器的驅動皮帶:檢查磨損和張力及清潔。
(4)卷取搖盤:檢查外部齒輪的狀況。
(5)布匹卷取:檢查卷取羅拉的表麵狀況。
(6)卷布輥傳動鏈條:檢查張力及加油。
(7)廢邊輸送裝置:滾筒檢查。
(8)劍帶驅動齒形輪:檢查齒的磨損情況。
7.一年保養周期
(1)提花機驅動箱萬向接頭:換油。
(2)傘形齒輪箱:換油。
(3)卷布輥傳動離合器:襯套狀況。
(4)送經:檢查遊動錐形輪移動是否順暢。
(5)緯密調節器:換油。
(6)開口凸輪箱:換油。
(7)主電動機:給軸承加潤滑油,然後開動電動機,檢查軸承的噪聲情況。若噪聲太大,應予更換。
8.兩年保養周期
(1)送經蝸輪箱:換油。
(2)卷取蝸輪、蝸杆箱:換油。
AAAretytuoiuo3453345klj,hfg 
相關文章


 微信收款碼
微信收款碼